Hydraulic tensioning tool
Following the amtec TEMESstb.ctrl procedure, the tightening of stuffing box packings is performed in two steps: pre-deformation (plastic deformation) and pre-stressing (i.e. application of assembly stress). The loads applied during pre-deformation can be significantly higher (room temperature stress limits) than those of pre-stressing (operation temperature stress limits have to be regarded and –more relevant- friction has to be minimized).
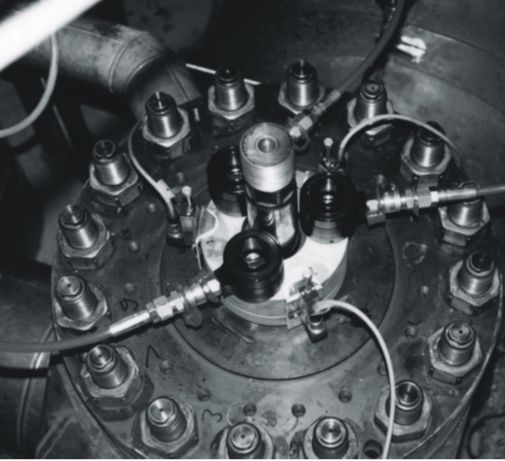
Hydraulic tensioners are ideal tools to prestress stuffing boxes. Using hydraulic tensioners, all bolts of the gland can be prestressed at the same time and the packing deformation is uniform. Furthermore, hydraulic prestressing (advanced two step procedure: high pre-deformation for good seating, final prestress level below pre-deformation value) is less time consuming than other methods.
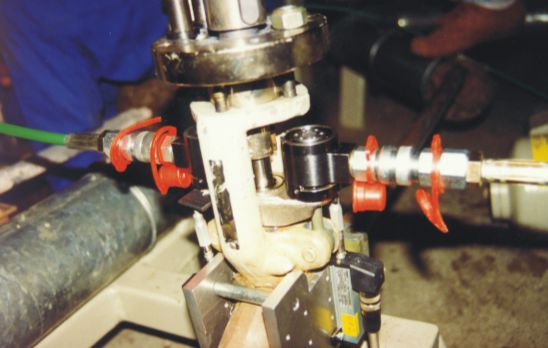
Compact tensioners are tailored to fit on almost every construction; a small set of different spanners is enough to cover quite a number of different valves.



Assembly principle
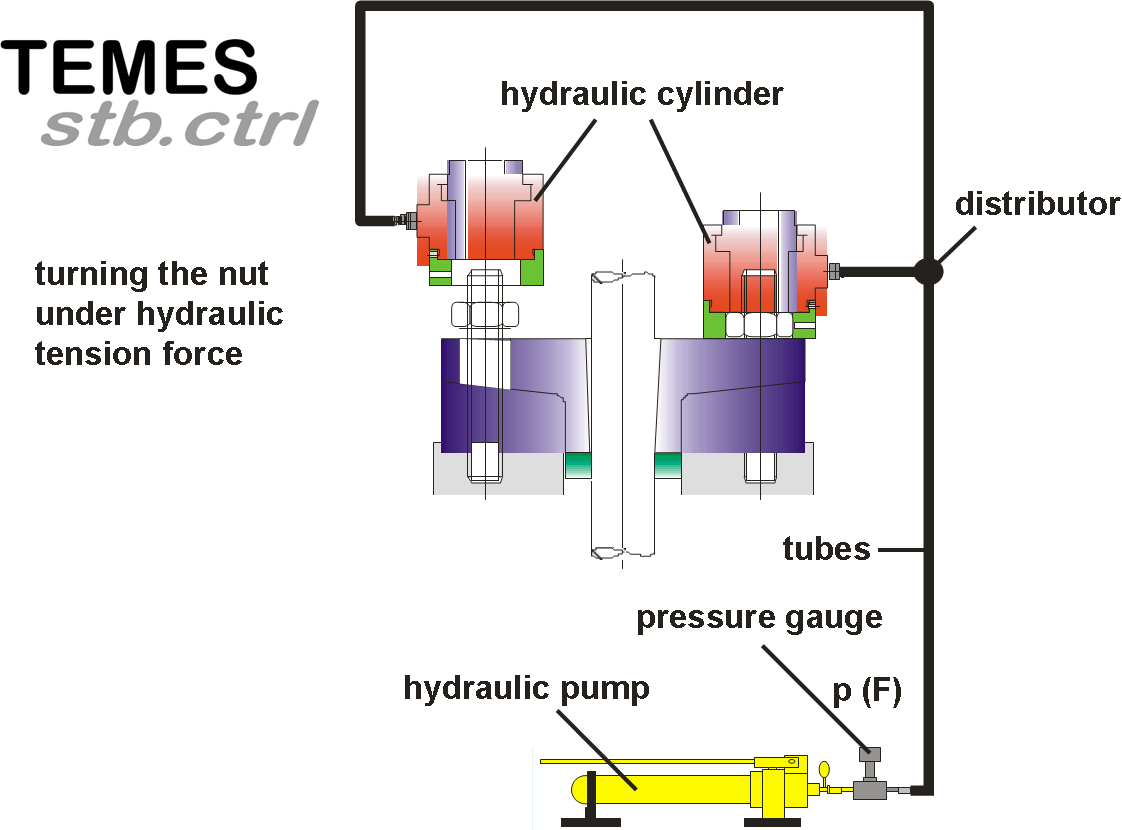
First of all, a hydraulic cylinder suitable for the geometry and the required bolt force must be selected. A tension nut suitable for the thread and a adjusting ring suitable for the wrench size of the nut must also be selected.
A hydraulic cylinder together with a tension nut and a adjusting ring is then placed over each spectacle bolt. The hydraulic cylinder is supported on the gland and transmits the force via the tension nut onto which the gland bolt is screwed. This lengthens the bolt and only the nut has to be tightened to apply the assembly bolt force.
By applying pressure to the hollow cylinder, the gland can be loaded with a controlled force. The stuffing box packing is predeformed first, before the assembly prestress is started in the next step and the nuts are applied. After the hydraulic cylinders have been relieved, the connection is assembled.


Protocol of the assembly process
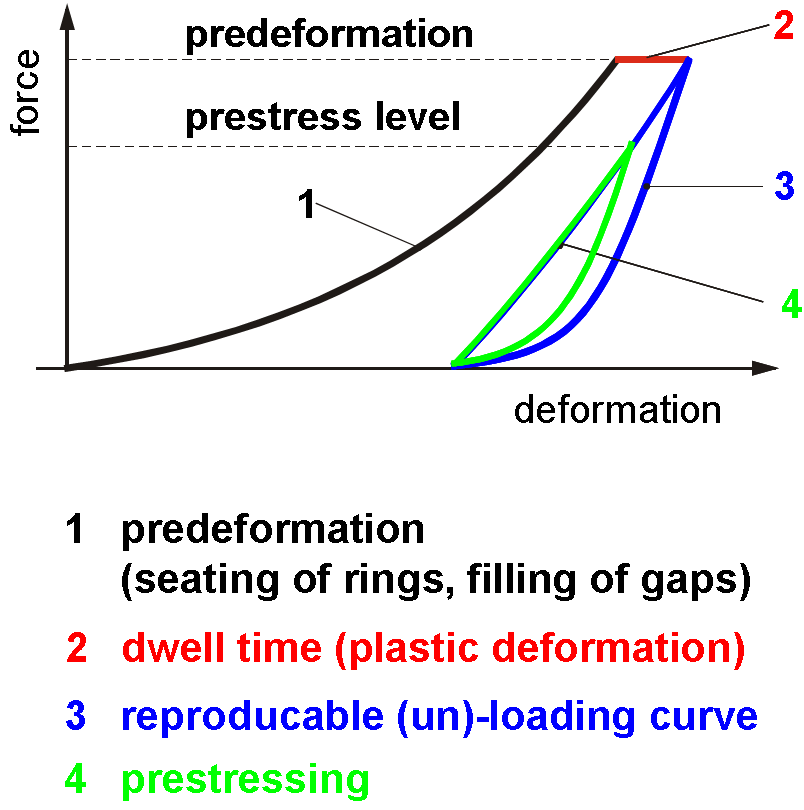
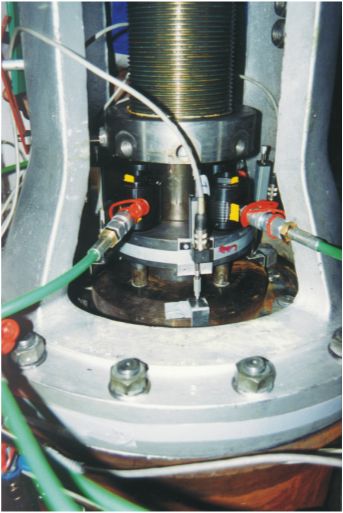
If the highest demands are placed on the accuracy of the assembly (e.g. for safety-related fittings), or if evidence of the quality of the assembly is required, then the equipment can be expanded in such a way that the force-deformation characteristic of the packing is measured.
The force is measured via the hydraulic pressure. The deformation of the stuffing box packing is determined by measuring the displacement of the gland against a fixed point (e.g. the valve housing). Thus, the force-deformation characteristic curve can be recorded and documented with each assembly.
This recognized process was developed by AMTEC and has been used successfully for years, particularly in nuclear power plants.